يعتبر صب شريط الألمنيوم عاملاً رئيسيًا في تقليل الوزن, خاصة في صناعة السيارات, وعلى الرغم من تطويرها لأكثر من ذلك 50 أعوام, لا يزال الصب الشريطي يكتسب شعبية.
يمكن أن تكون سرعة الصب محدودة بعدة عوامل, بما في ذلك نوع السبائك المصبوب وسمك اللوحة المطلوب.
في صناعة السيارات, يعتبر فقدان الوزن من أهم التحديات التي يجب حلها, ويمكن أن يؤدي استخدام سبائك الألومنيوم بدلاً من الفولاذ التقليدي إلى تقليل وزن السيارة بأكملها بشكل كبير.
لكن, صفائح سبائك الألومنيوم لهيكل السيارات باهظة الثمن. وبالتالي, لتوفير تكلفة استخدام سبائك الألومنيوم, من الضروري تطوير صفائح ألمنيوم منخفضة التكلفة يمكنها تلبية متطلبات التطبيق المقصود.
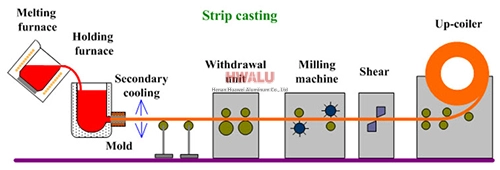
لقد تم توثيق تطور آلات الصب المستمر لمنتجات الألمنيوم بشكل جيد في الماضي 50 أعوام. يتم تصنيف العمليات وفقًا لسماكة اللوح الرقيق أو الصب الشريطي. بلاطة رقيقة وصب الشريط يتجاوز مرحلة المنتج شبه النهائي, يقلل من إعادة التسخين ويلغي العديد من خطوات التدحرج, مما أدى إلى توفير كبير في الطاقة ومكاسب إنتاجية كبيرة.
تم تسويق صب الشريط الرقيق في أوائل الخمسينيات من القرن الماضي. يتم إنتاج صفائح الألمنيوم بشكل أساسي في آلات الصب المزدوجة. في هذه العملية, يتم إدخال المعدن المنصهر بين زوج من لفات الصب الأفقية المعاكسة للدوران, ويبدأ التصلب عندما يلمس المعدن المنصهر القوائم. تتقدم القشرة المعدنية الصلبة المتكونة على سطح البكرات نحو نقطة الخلوص الأدنى بين البكرات, المعروف باسم القرحة. كما يمر المعدن من خلال القطعة, اكتمل التصلب تمامًا وتتشوه المادة لأنها تترك البكرات. تم بنجاح صب سبائك الألومنيوم منخفضة السبائك ودحرجتها 1/2 سمك البوصة عند سرعات التدحرج 4 ل 6 قدم / دقيقة (50 ل 70 رطل / ساعة / بوصة).
سرعة الصب محدودة بحقيقة أن الزيادة في سرعة الصب تزيد من الفصل المركزي للورقة. خاصه, ستصبح المنطقة الوسطى من الصفيحة غنية بعناصر تشكيل سهل الانصهار (الحديد, و, في, Zn) وقصور في عناصر التشكيل المعماري (ل, سجل تجاري, الخامس, Zr).
وبالتالي, من الصعب إنتاج المواد ذات السبائك العالية مثل AA5XXX و 6XXX من خلال عملية الصب الشريطي. جانب آخر من هذه العملية هو أن سرعات الصب تكون محدودة بسبب قوى الفصل العالية المطلوبة لتحقيق سماكة الصفيحة المرغوبة. وذلك لأن شريط الألمنيوم يكون صلبًا عند دخوله إلى المنعطف, ينتج عنه عدة أطنان من القوة لكل بوصة من العرض. تمثل الصعوبة في تحقيق نقل الحرارة المنتظم مع زيادة سرعة التدحرج عقبة أخرى أمام زيادة سرعة المعالجة. يمكن لآلات الصب الشريطي التجارية إنتاج سمك الشريط من 1 مم إلى 15 مم
