वजन घटाने में एल्यूमीनियम स्ट्रिप कास्टिंग एक महत्वपूर्ण कारक है, विशेष रूप से मोटर वाहन उद्योग में, और अधिक के लिए विकसित होने के बावजूद 50 वर्षों, स्ट्रिप कास्टिंग अभी भी लोकप्रियता हासिल कर रही है.
कास्टिंग गति कई कारकों द्वारा सीमित की जा सकती है, मिश्र धातु कास्ट के प्रकार और वांछित प्लेट मोटाई की आवश्यकता सहित.
मोटर वाहन उद्योग में, वजन कम करना हल करने के लिए सबसे महत्वपूर्ण चुनौतियों में से एक है, और अधिक परंपरागत स्टील्स के बजाय एल्यूमीनियम मिश्र धातुओं का उपयोग पूरे वाहन के वजन को काफी कम कर सकता है.
तथापि, ऑटोमोबाइल निकायों के लिए एल्यूमीनियम मिश्र धातु की चादरें बहुत महंगी हैं. इसलिए, एल्यूमीनियम मिश्र धातुओं के उपयोग की लागत को बचाने के लिए, कम लागत वाली एल्यूमीनियम मिश्र धातु शीट विकसित करना आवश्यक है जो इच्छित अनुप्रयोग की आवश्यकताओं को पूरा कर सके.
एल्युमीनियम उत्पादों के लिए निरंतर कास्टिंग मशीनों का विकास अतीत में अच्छी तरह से प्रलेखित किया गया है 50 वर्षों. प्रक्रियाओं को पतली स्लैब या स्ट्रिप कास्टिंग की मोटाई के अनुसार वर्गीकृत किया जाता है. पतली स्लैब और स्ट्रिप कास्टिंग अर्द्ध-तैयार उत्पाद चरण को बायपास करती है, दोबारा गरम करना कम करता है और कई रोलिंग चरणों को समाप्त करता है, महत्वपूर्ण ऊर्जा बचत और महत्वपूर्ण उत्पादकता लाभ के परिणामस्वरूप.
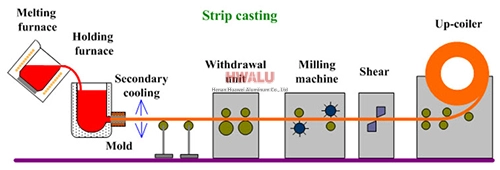
1950 के दशक की शुरुआत में थिन स्ट्रिप कास्टिंग का व्यावसायीकरण किया गया था. एल्यूमीनियम मिश्र धातु शीट मुख्य रूप से जुड़वां रोल कास्टिंग मशीनों में निर्मित होती हैं. इस प्रक्रिया में, पिघला हुआ धातु काउंटर-घूर्णन क्षैतिज कास्टिंग रोल की एक जोड़ी के बीच पेश किया जाता है, और जमना तब शुरू होता है जब पिघला हुआ धातु रोल को छूता है. रोल्स की सतह पर गठित ठोस धातु खोल रोल्स के बीच न्यूनतम निकासी के बिंदु की ओर बढ़ता है, निप के रूप में जाना जाता है. जैसे धातु निप से होकर गुजरती है, जमना पूरी तरह से पूरा हो गया है और सामग्री विकृत हो जाती है क्योंकि यह रोल छोड़ देता है. कम मिश्र धातु एल्यूमीनियम मिश्र धातुओं को सफलतापूर्वक कास्ट और रोल किया गया है 1/2 की रोलिंग गति पर इंच मोटाई 4 प्रति 6 फीट/मिनट (50 प्रति 70 पौंड / घंटा / इंच).
कास्टिंग की गति इस तथ्य से सीमित है कि कास्टिंग की गति में वृद्धि से शीट के केंद्र रेखा अलगाव में वृद्धि होती है. विशेष रूप से, प्लेट का मध्य क्षेत्र यूटेक्टिक बनाने वाले तत्वों से समृद्ध हो जाएगा (फ़े, और, नी, Zn) और पेरीटेक्टिक बनाने वाले तत्वों की कमी (आप, करोड़, वी, Zr).
इसलिए, स्ट्रिप कास्टिंग प्रक्रिया द्वारा उच्च मिश्रित सामग्री जैसे AA5XXX और 6XXX का उत्पादन करना अधिक कठिन है. प्रक्रिया का एक अन्य पहलू यह है कि वांछित प्लेट मोटाई प्राप्त करने के लिए आवश्यक उच्च पृथक्करण बलों द्वारा कास्टिंग गति को और सीमित किया जाता है. ऐसा इसलिए है क्योंकि निप में प्रवेश करते ही एल्युमीनियम की पट्टी ठोस हो जाती है, जिसके परिणामस्वरूप कई टन बल प्रति इंच चौड़ाई में होता है. रोलिंग गति बढ़ने पर एकसमान ताप हस्तांतरण प्राप्त करने में कठिनाई प्रसंस्करण गति बढ़ाने में एक और बाधा है. वाणिज्यिक पट्टी कास्टिंग मशीनें 1 मिमी से 15 मिमी तक पट्टी की मोटाई का उत्पादन कर सकती हैं
