Der Aluminiumbandguss ist ein Schlüsselfaktor zur Gewichtsreduzierung, insbesondere in der Automobilindustrie, und obwohl für über entwickelt 50 Jahre, Bandgießen gewinnt immer noch an Popularität.
Die Wurfgeschwindigkeit kann durch mehrere Faktoren begrenzt werden, einschließlich der Art des Legierungsgusses und der gewünschten Plattendicke.
In der Automobilindustrie, Gewichtsreduktion ist eine der wichtigsten Herausforderungen, die es zu lösen gilt, und die Verwendung von Aluminiumlegierungen anstelle von herkömmlicheren Stählen kann das Gewicht des gesamten Fahrzeugs erheblich reduzieren.
jedoch, Aluminiumlegierungsbleche für Automobilkarosserien sind sehr teuer. Deswegen, um die Kosten für die Verwendung von Aluminiumlegierungen zu sparen, Es ist notwendig, ein kostengünstiges Aluminiumlegierungsblech zu entwickeln, das die Anforderungen der beabsichtigten Anwendung erfüllen kann.
Die Entwicklung von Stranggussmaschinen für Aluminiumprodukte ist in der Vergangenheit gut dokumentiert worden 50 Jahre. Verfahren werden nach der Dicke des Dünnbrammen- oder Bandgusses eingeteilt. Beim Dünnbrammen- und Bandgießen wird das Halbzeugstadium umgangen, reduziert die Nacherwärmung und eliminiert viele Walzschritte, was zu erheblichen Energieeinsparungen und erheblichen Produktivitätssteigerungen führt.
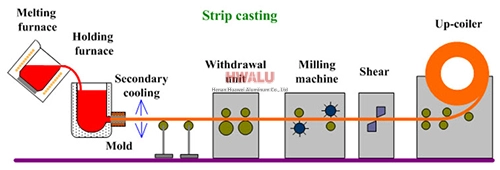
Dünnbandgießen wurde in den frühen 1950er Jahren kommerzialisiert. Bleche aus Aluminiumlegierungen werden hauptsächlich in Doppelwalzen-Gießmaschinen hergestellt. In diesem Prozess, geschmolzenes Metall wird zwischen ein Paar gegenläufig rotierender horizontaler Gießwalzen eingeführt, und die Verfestigung beginnt, wenn das geschmolzene Metall die Walzen berührt. Der auf der Oberfläche der Walzen gebildete massive Metallmantel schreitet zum Punkt des minimalen Spiels zwischen den Walzen fort, bekannt als Nip. Wenn das Metall durch den Walzenspalt läuft, die Verfestigung ist vollständig abgeschlossen und das Material verformt sich beim Verlassen der Walzen. Niedrig legierte Aluminiumlegierungen wurden erfolgreich gegossen und gewalzt 1/2 Zoll Dicke bei Walzgeschwindigkeiten von 4 zu 6 Fuß/Min (50 zu 70 Pfund/Stunde/Zoll).
Die Gießgeschwindigkeit wird durch die Tatsache begrenzt, dass eine Erhöhung der Gießgeschwindigkeit die Mittellinienseigerung des Blechs erhöht. Im Speziellen, der mittlere Bereich der Platte wird reich an Eutektikum bildenden Elementen (Fe, Und, Ni, Zn) und mangelhaft an peritektischen Formelementen (Du, Cr, v, Zr).
Deswegen, höher legierte Werkstoffe wie AA5XXX und 6XXX sind im Bandgussverfahren schwieriger herzustellen. Ein weiterer Aspekt des Verfahrens besteht darin, dass die Gießgeschwindigkeiten weiter durch die hohen Trennkräfte begrenzt werden, die erforderlich sind, um die gewünschte Plattendicke zu erreichen. Dies liegt daran, dass der Aluminiumstreifen fest ist, wenn er in den Walzenspalt eintritt, was zu mehreren Tonnen Kraft pro Zoll Breite führt. Die Schwierigkeit, mit zunehmender Walzgeschwindigkeit eine gleichmäßige Wärmeübertragung zu erreichen, ist ein weiteres Hindernis für die Erhöhung der Verarbeitungsgeschwindigkeit. Kommerzielle Bandgießmaschinen können Banddicken von 1 mm bis 15 mm produzieren
