Aluminium strip casting is a key factor in weight reduction, especially in the automotive industry, and despite being developed for over 50 years, strip casting is still gaining popularity.
Casting speed can be limited by several factors, including the type of alloy cast and the desired plate thickness required.
In the automotive industry, weight reduction is one of the most important challenges to solve, and the use of aluminum alloys instead of more traditional steels can significantly reduce the weight of the entire vehicle.
However, aluminum alloy sheets for automobile bodies are very expensive. Therefore, in order to save the cost of using aluminum alloys, it is necessary to develop a low-cost aluminum alloy sheet that can meet the requirements of the intended application.
The development of continuous casting machines for aluminium products has been well documented over the past 50 years. Processes are classified according to the thickness of thin slab or strip casting. Thin slab and strip casting bypasses the semi-finished product stage, reduces reheating and eliminates many rolling steps, resulting in significant energy savings and significant productivity gains.
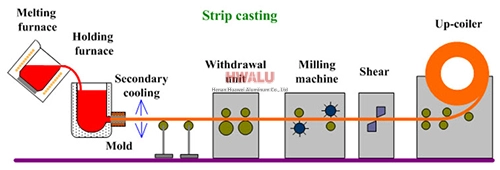
Thin strip casting was commercialized in the early 1950s. Aluminum alloy sheets are mainly produced in twin roll casting machines. In this process, molten metal is introduced between a pair of counter-rotating horizontal casting rolls, and solidification begins when the molten metal touches the rolls. The solid metal shell formed on the surface of the rolls progresses towards the point of minimum clearance between the rolls, known as the nip. As the metal passes through the nip, solidification is completely complete and the material deforms as it leaves the rolls. Low alloy aluminum alloys have been successfully cast and rolled to 1/2 inch thickness at rolling speeds of 4 to 6 ft/min (50 to 70 lb/hr/inch).
Casting speed is limited by the fact that an increase in casting speed increases centerline segregation of the sheet. In particular, the central region of the plate will become rich in eutectic forming elements (Fe, Si, Ni, Zn) and deficient in peritectic forming elements (Ti, Cr, V, Zr).
Therefore, higher alloyed materials such as AA5XXX and 6XXX are more difficult to produce by the strip casting process. Another aspect of the process is that casting speeds are further limited by the high separation forces required to achieve the desired plate thickness. This is because the aluminum strip is solid as it enters the nip, resulting in several tons of force per inch of width. Difficulty in achieving uniform heat transfer as rolling speed increases is another obstacle to increasing processing speed. Commercial strip casting machines can produce strip thicknesses from 1mm to 15mm
